Производственная практика и исследования по созданию ковша с длительным сроком службы для литья слябов -Анализ факторов, влияющих на срок службы средней упаковки, и меры противодействия
2026-01-09
После анализа моделей использования ковшей в прошлом были выявлены основные факторы, влияющие на срок службы ковшей: отслоение и увеличение верхнего литника, сильная эрозия в зоне удара и ускоренная эрозия шлаковой линии на стенке ковша.
(1) Отслоение и увеличение верхнего водозабора (2) Сильная эрозия в зоне удара (3) Чрезмерно быстрая эрозия шлаковой линии на футеровке
1. Отрыв фрагмента и увеличение размера водозаборного отверстия на средней чаше

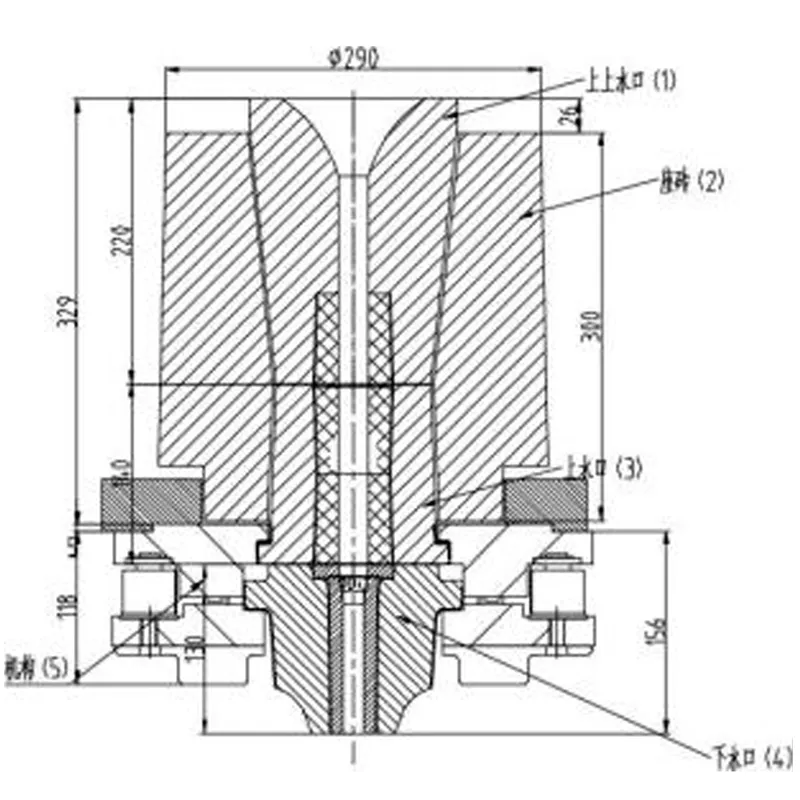
В ковше непрерывного литья сталелитейного завода сопло делится на верхнее и нижнее сопла. Во время строительства сухой футеровки ковша верхнее сопло встраивается в кирпич седла сопла, образуя неотъемлемую часть ковша для облегчения потока расплавленной стали. Следовательно, верхнее сопло должно обладать устойчивостью к эрозии расплавленной стали и высокой термостойкостью, а также отличной устойчивостью к тепловым ударам.

После начала самоизвлечения заготовок для непрерывного литья скорость вытяжки была соответственно увеличена. Верхнее сопло ковша оказалось подверженным эрозии. Увеличение диаметра сопла ухудшило функцию регулирования потока стопорного стержня, или фрагменты верхнего сопла могли отрываться и забивать сопло, что приводило к снижению скорости потока и даже к его прерыванию. Одновременно расплавленный металл размывал нижнее сопло, вызывая его покраснение и утечки металла. Чтобы предотвратить усугубление ситуации, были приняты меры на месте, такие как блокировка потока или преждевременное удаление ковша, что серьезно сократило срок службы ковша и помешало расширению производственных мощностей.
Для решения проблем отрыва и расширения блока сопла сталелитейный завод незамедлительно связался с производителем ковшей. На основе условий литья слябов были внесены улучшения в конструкцию стопора и материалы сопла на основе циркония, что повысило сопротивление сопла давлению, эрозии и термоударной стабильности. Одновременно были скорректированы производственные практики путем модификации процесса литья слябов. Применение композитных стопоров и быстросменных сопел фиксированного диаметра для регулирования потока стали позволило добиться стабильного контроля скорости вытяжки. После периода практических испытаний проблемы отрыва и расширения сопла были значительно улучшены. Срок службы сопел теперь соответствует сроку службы ковшей, что позволило достичь ожидаемых результатов.
1-2. Сильное размывание в зоне удара

Ранее в зоне удара ковша использовались встроенные турбулизаторы, где поток стали непосредственно ударялся о турбулизатор, вызывая сильную эрозию. Температура внешней стенки в зоне удара быстро повышалась на поздних этапах, что создавало значительный риск перфорации ковша в тяжелых условиях.
В результате, исходя из эксплуатационных условий и после обсуждений между сталелитейным заводом и производителем ковшей, было решено изменить материал турбулизатора. Для повышения стойкости к эрозии в зону удара и внутрь турбулизатора были добавлены три ударные пластины. Производственные испытания подтвердили, что модифицированная зона удара продемонстрировала улучшенную стойкость к эрозии, снизила частоту утечки стали через Т-образный выход и эффективно продлила срок службы зоны удара.
1-3. Чрезмерно быстрая эрозия шлаковой линии на стенке сосуда

Ускоренная эрозия участка шлаковой линии в промежуточном ковше долгое время представляла собой критическую уязвимость рабочего слоя ковша, негативно влияя на его срок службы. В результате сталелитейный завод решил эту проблему путем укрепления огнеупорных материалов в месте расположения шлаковой линии, тем самым повысив ее эрозионную стойкость и обеспечив при этом неизменность объемной емкости ковша.
Одновременно сталелитейный завод скорректировал и стандартизировал соответствующие производственные процессы для решения проблемы эрозии рабочего слоя. Это позволило снизить скорость эрозии как в рабочем слое ковша, так и в области шлаковой линии. Благодаря этим совместным усилиям удалось эффективно решить серьезные проблемы эрозии, влияющие на рабочий слой ковша и шлаковую линию.