Высококачественный Китай специализированный огнеупорный циркониевый верхний стакан для слябов заводы
2026-05-29
- Почему циркониевый верхний стакан критичен для непрерывной разливки слябов
- Технические параметры и влияние состава на ресурс изделия
- Сравнение решений: ручная замена против автоматизированных систем
- Реальный опыт эксплуатации и интеграция производственных мощностей
- Типичные ошибки монтажа и методы их предотвращения
- Экономическая эффективность и стратегия закупок
Почему циркониевый верхний стакан критичен для непрерывной разливки слябов
Стабильность потока стали и защита от эрозии при высоких скоростях разливки напрямую зависят от качества огнеупорного механизма быстрой замены стаканов. В нашей практике мы наблюдали, как микротрещины в некачественном керамическом материале приводили к прорыву металла уже на 15-м часу кампании, что вынуждало останавливать весь цех. Для слябовых машин, где требования к чистоте стали и геометрии слитка максимальны, использование циркониевых сплавов (ZrO₂) становится не просто опцией, а технологической необходимостью. Этот материал обладает уникальной термоударостойкостью и низкой смачиваемостью жидкой сталью, что предотвращает нарастание шлака и изменение проходного сечения.
Выбор поставщика таких компонентов — это всегда баланс между стоимостью тонны стали и рисками внеплановых простоев. Дешевые аналоги часто экономят на степени чисты оксида циркония или нарушают технологию спекания, что приводит к неравномерному износу. Мы рекомендуем обращать внимание не только на заявленную марку материала, но и на реальные кейсы эксплуатации при аналогичных параметрах разливки. Ниже мы разберем технические нюансы, которые отличают надежное решение от компромиссного варианта.
Технические параметры и влияние состава на ресурс изделия
Ключевым фактором долговечности является содержание диоксида циркония и плотность конечного изделия. Стандартные требования для слябовой разливки предполагают содержание ZrO₂ не менее 65–70%, однако для агрессивных сред и высоких скоростей этот показатель должен стремиться к 85% и выше. Плотность материала должна составлять минимум 3,8 г/см³. Если плотность ниже, пористость увеличивается, и шлак начинает проникать в структуру стакана, вызывая ускоренную эрозию изнутри. В одном из проектов мы столкнулись с ситуацией, когда партия стаканов с плотностью 3,6 г/см³ показала снижение ресурса на 30% по сравнению с эталоном, хотя внешний вид изделий был идентичен.
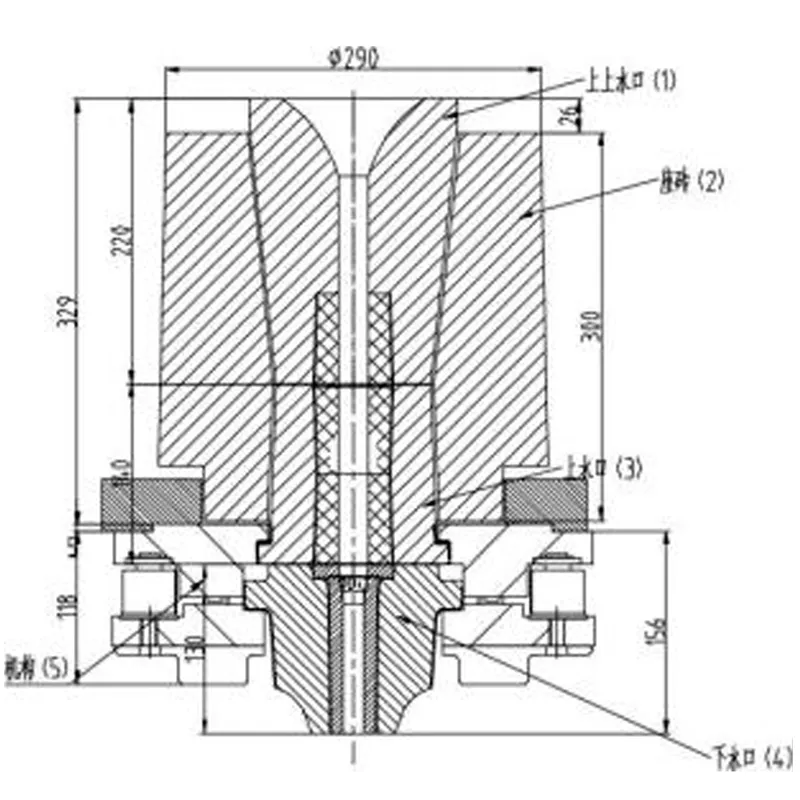
Геометрия канала также играет решающую роль. Для механизмов быстрой смены критически важна точность сопряжения поверхностей скольжения. Зазор более 0,1 мм между верхним и нижним стаканом приводит к подтеканию металла и окислению узла, что делает невозможным герметичное закрытие затвора. Наши инженеры используют лазерный контроль геометрии на каждом этапе, чтобы исключить человеческий фактор при шлифовке. Это особенно важно при работе с огнеупорным механизмом быстрой замены стаканов, где скорость срабатывания гидравлики требует идеальной подгонки деталей.
Термостойкость материала проверяется не только в печи, но и в реальных условиях термоциклирования. При разогреве промежуточного ковша температура поверхности стакана резко возрастает с 20°C до 1600°C за несколько минут. Материалы с низким коэффициентом термического расширения, такие как стабилизированный цирконий, выдерживают эти нагрузки без растрескивания. Однако даже лучший материал может выйти из строя, если нарушена технология сушки или предварительного подогрева перед установкой. Мы всегда рекомендуем клиентам строго соблюдать графики подогрева, указанные в техническом паспорте изделия.
Сравнение решений: ручная замена против автоматизированных систем
При модернизации участка непрерывной разливки стали (МНЛЗ) перед технологами часто встает вопрос выбора типа системы смены стаканов. Традиционные ручные механизмы требуют остановки разливки или значительного снижения скорости, что негативно сказывается на производительности и качестве поверхности сляба. Автоматизированные системы позволяют производить замену «на лету», сохраняя стабильный уровень металла в кристаллизаторе. Рассмотрим сравнительные характеристики обоих подходов для принятия взвешенного решения.
| Критерий сравнения | Ручная система смены | Автоматический механизм быстрой замены |
|---|---|---|
| Время замены | 3–5 минут (требуется снижение скорости разливки) | 10–20 секунд (без изменения режима разливки) |
| Риск окисления | Высокий (контакт металла с воздухом при открытии) | Минимальный (герметичное перекрытие потока) |
| Требования к персоналу | Высокая квалификация разливщика, физическая нагрузка | Оператор контролирует процесс с пульта, нагрузка снижена |
| Влияние на качество сляба | Возможны дефекты поверхности из-за колебаний уровня | Стабильный уровень, минимизация захвата шлака |
| Стоимость внедрения | Низкая капитальная затратность | Выше, но окупается за счет роста производительности |
Для современных слябовых станов, работающих в режиме 24/7 с высокими скоростями, ручной метод становится узким местом. Автоматический огнеупорный механизм быстрой замены стаканов исключает человеческий фактор и позволяет реализовать потенциал оборудования на 100%. Однако стоит отметить, что автоматика требует более тщательного обслуживания гидравлических систем и регулярной проверки датчиков положения. Игнорирование регламента ТО может привести к заклиниванию механизма в самый ответственный момент.
Реальный опыт эксплуатации и интеграция производственных мощностей
Теория подтверждается практикой только тогда, когда продукция производится на оборудовании, способном гарантировать повторяемость параметров. Завод «Лоян Юйсинь Огнеупорные Материалы», основанный в 2012 году в городе Лоян, специализируется именно на таких высокотехнологичных решениях. Предприятие инвестировало 50 миллионов юаней в инфраструктуру и располагает площадью более 20 000 м², что позволяет перерабатывать до 30 000 тонн кварцита ежегодно. Наличие в штате 6 профильных инженеров-технологов обеспечивает постоянный контроль состава шихты и режимов обжига.
Наши партнеры из металлургических гигантов, таких как группа «Шаньси Цзиньган» и «Чжэцзян Юаньли», уже оценили эффективность комплексного подхода. Например, на предприятии «Цзиньчэн Фушэн» внедрение наших циркониевых стаканов и систем быстрой замены позволило увеличить стойкость промежуточного ковша с 24 до 60 часов. На заводе «Юньнань Юйкунь Сталь» этот показатель достиг 90 часов при разливке слябов. Такие результаты невозможны без сертифицированной системы менеджмента качества, которую завод получил в июне 2021 года, и тесной кооперации с Лоянским научно-исследовательским институтом огнеупорных материалов.
Важно понимать, что просто купить дорогой стакан недостаточно. Необходимо интегрировать его в общую систему подготовки ковша. Мы предоставляем не только продукцию, но и технологический аудит процесса. В случае с компанией «Хэбэй Пуян Сталь» наша команда помогла оптимизировать подготовку футеровки, что в совокупности с использованием наших материалов позволило довести объем одной разливки до 8100 тонн стали за цикл. Это доказывает, что синергия качественного продукта и грамотного сервиса дает максимальный экономический эффект.
Типичные ошибки монтажа и методы их предотвращения
Даже самый совершенный циркониевый стакан может выйти из строя преждевременно из-за ошибок при монтаже. Самая распространенная проблема — неравномерное усилие затяжки крепежных элементов механизма смены. Если одна сторона прижата сильнее другой, возникает перекос, который при термоусадке приводит к образованию сквозной трещины. Мы настоятельно рекомендуем использовать динамометрические ключи и соблюдать момент затяжки, указанный в инструкции производителя. Пренебрежение этим правилом стоило нашим клиентам миллионов рублей убытков из-за аварийных остановок.
Вторая критическая ошибка — недостаточный прогрев узла перед началом разливки. Цирконий чувствителен к резким перепадам температур. Если холодный стакан接触到 жидкую сталь, термический шок может разрушить его структуру мгновенно. График подъема температуры должен быть плавным, особенно в диапазоне от 800°C до 1200°C. Также стоит проверить состояние уплотнительных прокладок и плоскостей контакта. Наличие остатков старой набивки или деформация посадочного места недопустимы.
Еще один нюанс, о котором часто забывают, — это хранение изделий перед монтажом. Огнеупорные материалы гигроскопичны и могут набирать влагу из воздуха при неправильном складировании. Попадание влаги в зону высокой температуры вызывает взрывное парообразование и разрушение керамики. Хранить стаканы необходимо в сухих отапливаемых помещениях, в оригинальной упаковке до момента установки. Соблюдение этих простых правил продлевает жизнь дорогостоящей оснастки в разы.
Экономическая эффективность и стратегия закупок
При расчете стоимости владения системой разливки нельзя смотреть только на цену единицы продукции. Дешевый стакан, который служит 20 часов, обходится дороже в пересчете на тонну стали, чем премиальное изделие с ресурсом 60 часов, если учитывать затраты на замену, простой оборудования и потерю металла. Наш анализ показывает, что переход на качественные циркониевые решения снижает себестоимость разливки на 15–20% за счет увеличения межремонтных интервалов и снижения брака по поверхностным дефектам.
Стратегия закупок должна строиться на долгосрочном партнерстве с производителем, способным гарантировать стабильность поставок и техническую поддержку. Завод «Лоян Юйсинь» обеспечивает гибкие графики отгрузки и готов адаптировать продукцию под специфические требования заказчика, будь то особая геометрия канала или специальный состав массы. Сотрудничество с нами означает доступ к передовым разработкам в области огнеупоров и уверенность в том, что каждый отгруженный комплект прошел многоступенчатый контроль качества.
Инвестиции в надежный огнеупорный механизм быстрой замены стаканов и сопутствующую оснастку — это вклад в бесперебойность всего сталеплавильного передела. В условиях высокой конкуренции на рынке металла побеждает тот, кто может обеспечить максимальную производительность при минимальных издержках. Мы готовы предложить вам индивидуальные условия поставки и провести детальный расчет экономической эффективности для вашего конкретного случая.
Не рискуйте производственным циклом ради сомнительной экономии. Свяжитесь с нами сегодня, чтобы получить консультацию инженера и коммерческое предложение на поставку циркониевых стаканов и систем быстрой замены. Мы поможем подобрать оптимальное решение, которое повысит надежность вашего оборудования и снизит операционные расходы. Запросить технико-коммерческое предложение.