OEM оптом огнеупорный промежуточный стакан для машины непрерывного литья изготовленная механическим прессованием цена
2026-05-28
- Огнеупорный механизм быстрой замены стаканов: критерии выбора и оптовые цены на механическое прессование
- Технология механического прессования: физика процесса и влияние на эксплуатационные свойства
- Материаловедение: выбор состава для конкретных условий разливки
- Конструктивные особенности механизмов быстрой замены и точность изготовления
- Экономическое обоснование: цена против стоимости владения
- Практический опыт эксплуатации и решение типовых проблем
- Завод Лоян Юйсинь: производственные мощности и гарантии качества
- Как оформить оптовый заказ и получить коммерческое предложение
- Часто задаваемые вопросы
Огнеупорный механизм быстрой замены стаканов: критерии выбора и оптовые цены на механическое прессование
Рынок металлургии в 2026 году диктует жесткие условия: стоимость простоя конвертера или машины непрерывного литья (МНЛЗ) превышает цену самого дорогого огнеупора в сотни раз. В этой реальности огнеупорный механизм быстрой замены стаканов перестает быть просто расходным материалом, превращаясь в ключевой элемент технологической безопасности и экономической эффективности разливки. Мы наблюдаем сдвиг парадигмы: заказчики больше не спрашивают «сколько стоит штука», они требуют гарантий количества плавок на один комплект и стабильности геометрии канала при температурах выше 1580°C. Механическое прессование, как основной метод формования таких изделий, обеспечивает необходимую плотность и однородность структуры, недостижимую при других методах, но только при строгом соблюдении рецептуры и режимов сушки.
В нашей практике работы с ведущими сталеплавильными комбинатами мы столкнулись с ситуацией, когда экономия 5% на закупочной цене механизма привела к сокращению ресурса промежуточного ковша на 40% из-за микротрещин в зоне стыка верхнего и нижнего стакана. Это не теоретический риск, а реальный случай, который стоил клиенту миллионов рублей убытков от внепланового ремонта футеровки. Именно поэтому данная статья посвящена глубокому техническому анализу процессов механического прессования, влиянию сырья на конечные свойства изделия и прозрачному формированию оптовых цен. Мы разберем, почему одни поставщики могут предложить цену ниже рыночной, и какие скрытые дефекты скрываются за такими предложениями.
Цель этого материала — дать техническим директорам и закупщикам инструмент для объективной оценки поставщиков. Мы не будем использовать общие фразы о «высоком качестве». Вместо этого мы оперируем конкретными параметрами: открытой пористостью, холодным crushing strength (пределом прочности при сжатии), термостойкостью и допусками на геометрические размеры. Если вы ищете надежного партнера для долгосрочного сотрудничества, способного обеспечить бесперебойную работу вашего участка разливки, эта информация станет фундаментом для принятия верного решения.
Технология механического прессования: физика процесса и влияние на эксплуатационные свойства
Механическое прессование является доминирующим методом производства фасонных огнеупорных изделий для систем скольжения, включая механизмы быстрой замены. Суть процесса заключается в уплотнении шихты (смеси зерен различной фракции и тонкомолотого порошка связующего) под высоким давлением в закрытых матрицах. Однако простое приложение давления недостаточно. Ключевым фактором, определяющим долговечность будущего стакана, является равномерность распределения этого давления по всему объему заготовки. В нашей производственной практике мы выявили, что неравномерное уплотнение приводит к расслоению изделия, которое проявляется только после первого термоудара в рабочем ковше.
Процесс начинается с подготовки шихты. Для механизмов быстрой замены, работающих в агрессивных средах расплавленной стали и шлака, критически важен гранулометрический состав. Использование только мелкой фракции приведет к высокой усадке и трещинам, тогда как избыток крупной фракции снизит прочность и увеличит шероховатость канала, вызывая турбулентность потока металла. Оптимальное соотношение, которое мы применяем на своем производстве, базируется на принципе максимальной плотности упаковки, где мелкие частицы заполняют пустоты между крупными зернами корунда, циркона или муллита. Это позволяет достичь минимальной открытой пористости, что напрямую влияет на сопротивление проникновению шлака.
Давление прессования варьируется в зависимости от типа сырья и конфигурации изделия. Для стандартных алюминиево-углеродистых стаканов давление может составлять от 60 до 100 МПа, тогда как для высокоглиноземистых или циркониевых композиций оно должно быть значительно выше — до 150-200 МПа, чтобы обеспечить необходимую спекаемость. На нашем заводе в Лояне мы используем автоматизированные фрикционные прессы с системой контроля усилия в реальном времени. Это исключает человеческий фактор и гарантирует, что каждая заготовка получит идентичную энергию уплотнения. Мы заметили, что даже отклонение в 5% от расчетного давления может изменить коэффициент теплопроводности готового изделия, что критично для предотвращения перегрева металлической арматуры механизма смены.
Важным аспектом является скорость нагружения и выдержки под давлением. Слишком быстрое снятие давления после формовки вызывает эффект «пружинения» (elastic after-effect), когда изделие немного увеличивается в размерах и в его теле возникают внутренние напряжения. Эти напряжения являются концентраторами для будущих трещин при эксплуатации. Наша технология предусматривает ступенчатое снятие нагрузки и обязательную выдержку под максимальным давлением, что позволяет релаксировать внутренним напряжениям еще на стадии «сырца». Это особенно важно для сложных профилей стаканов с внутренними каналами и буртами, где геометрия наиболее уязвима.
Следует также отметить роль смазок и разделительных агентов, используемых при прессовании. Неправильный подбор смазки может привести к загрязнению поверхности изделия углеродом или другими примесями, которые при обжиге выгорают, оставляя после себя дефектные зоны с пониженной прочностью. Мы проводим тщательный входной контроль всех вспомогательных материалов. В одном из случаев, когда мы экспериментировали с более дешевым аналогом смазки, мы получили партию стаканов с поверхностными дефектами, которые проявились только после механической обработки. Этот урок закрепил наше правило: никакая экономия на вспомогательных материалах не допустима, если она ставит под угрозу целостность конечного продукта.
После прессования изделия проходят обязательную сушку. Влажность сырца должна быть снижена до уровня менее 1%, прежде чем он поступит в печь для обжига. Нарушение режимов сушки, особенно слишком быстрый нагрев, приводит к взрывному испарению влаги и разрушению заготовки. Наши сушильные камеры оснащены зональным контролем температуры и влажности, что позволяет выдерживать оптимальный график для каждого типа массы. Только соблюдение всей цепочки — от подготовки шихты до финишной сушки — позволяет получить изделие, способное выдержать экстремальные условия непрерывной разливки стали.
Контроль качества на этапе формовки
Каждая партия шихты проходит тест на текучесть и насыпную плотность перед загрузкой в пресс. Операторы контролируют вес каждой отпрессованной заготовки: отклонение более чем на 1,5% от эталона сигнализирует о нарушении процесса наполнения матрицы или изменении влажности смеси. Такие заготовки автоматически отбраковываются. Мы внедрили систему статистического контроля процессов (SPC), которая отслеживает тренды изменения параметров и позволяет скорректировать настройки оборудования до того, как будет произведен брак. Такой подход обеспечивает стабильность характеристик продукции от партии к партии, что является критическим требованием для крупных металлургических холдингов.
Материаловедение: выбор состава для конкретных условий разливки
Выбор химического состава огнеупорного механизма быстрой замены стаканов определяет его поведение в контакте с расплавом. Не существует универсального решения, подходящего для всех марок стали и типов разливки. Состав должен быть адаптирован под конкретную задачу: разливка спокойной или кипящей стали, наличие вторичного металлургического передела, тип шлака и температура процесса. Ошибки в подборе материала приводят либо к чрезмерному размыванию канала (увеличение расхода металла и потеря контроля над потоком), либо к зарастанию канала продуктами реакции (остановка разливки и аварийная ситуация).
Наиболее распространенным классом материалов являются алюминиево-углеродистые (Al2O3-C) композиции. Они сочетают высокую тугоплавкость корунда с отличной шлакоустойчивостью и термостойкостью графита. Графит создает гидрофобную поверхность, препятствующую смачиванию расплавом, и обладает высокой теплопроводностью, что способствует быстрому прогреву канала и предотвращает замерзание стали при начале разливки. Однако содержание углерода имеет обратную сторону: он окисляется при контакте с воздухом или кислородсодержащими шлаками. Для защиты углерода в состав вводят антиоксиданты — металлический кремний, алюминий или карбид бора. При нагреве они образуют защитные оксидные или карбидные пленки, запечатывающие поры и предотвращающие дальнейшее выгорание графита.
Для разливки высоколегированных сталей, нержавеющих сортов или специальных сплавов, где требования к чистоте металла экстремально высоки, применяются бесуглеродистые системы на основе циркона (ZrO2) или муллита. Циркониевые стаканы обладают выдающейся стойкостью к эрозии и коррозии, практически не взаимодействуют с большинством шлаков и не загрязняют сталь углеродом. Однако их стоимость значительно выше, а термостойкость ниже, чем у углеродсодержащих аналогов, что требует особого внимания к процессу предварительного подогрева промежуточного ковша. Резкие перепады температур могут вызвать скалывание кромок у циркониевых изделий.
В последнее время мы наблюдаем рост спроса на композитные решения, где разные части стакана выполнены из разных материалов. Например, рабочая зона канала, подвергающаяся максимальной эрозии, выполняется из высокоциркониевого состава, а корпус стакана — из более дешевого алюминиево-углеродистого материала с высокой термостойкостью. Такая конструкция позволяет оптимизировать стоимость изделия без потери надежности в критических зонах. Завод Лоян Юйсинь активно развивает это направление, предлагая клиентам индивидуальные инженерные решения вместо стандартных каталожных позиций.
Отдельного внимания заслуживает качество сырья. Использование вторичного сырья или отходов производства недопустимо для изделий такого класса. Мы работаем только с проверенными поставщиками бокситов, электрокорунда и чешуйчатого графита высокой чистоты. Химический анализ каждой входящей партии сырья проводится в собственной лаборатории. Наличие примесей, таких как оксиды щелочных металлов (Na2O, K2O) или железа (Fe2O3) сверх допустимых норм, может катализировать нежелательные реакции со шлаком и резко снизить ресурс стакана. Мы видели случаи, когда конкуренты использовали сырье с повышенным содержанием кремнезема для удешевления продукции, что приводило к образованию низкоплавких эвтектик и быстрому разрушению футеровки.
Сравнительная характеристика основных материалов
| Параметр | Al2O3-C (Алюмографит) | ZrO2-C (Циркон-графит) | Бесуглеродистый ZrO2 |
|---|---|---|---|
| Основное применение | Углеродистые стали, обычная разливка | Высоколегированные стали, агрессивные шлаки | Сверхчистые стали, специальные сплавы |
| Термостойкость | Высокая (благодаря графиту) | Средняя | Низкая (требует осторожного нагрева) |
| Шлакоустойчивость | Хорошая | Отличная | Превосходная |
| Загрязнение стали | Возможно (науглероживание) | Минимальное | Отсутствует |
| Стоимость | Низкая / Средняя | Высокая | Очень высокая |
| Рекомендация | Базовый выбор для массового производства | Для ответственных марок стали | Только для спецсталей |
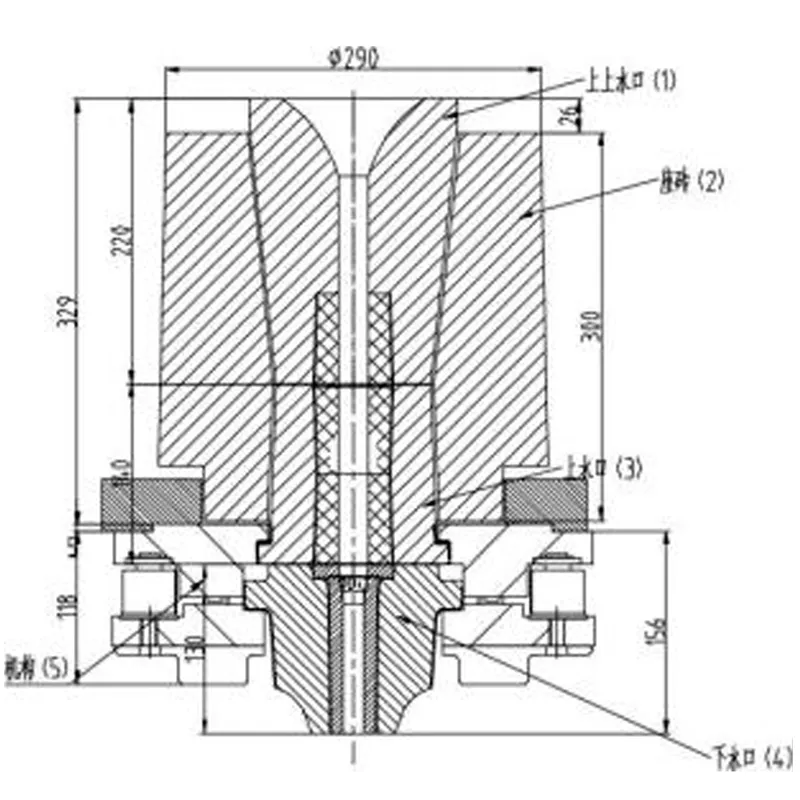
Конструктивные особенности механизмов быстрой замены и точность изготовления
Механизм быстрой замены стаканов (Quick Change System) представляет собой сложную сборку, где огнеупорный стакан является лишь одним из элементов, хотя и самым важным. Конструкция должна обеспечивать герметичность стыка между верхним и нижним стаканом, возможность оперативной замены без остановки разливки и стабильное положение оси потока металла. Геометрическая точность изготовления здесь выходит на первый план. Допуски на размеры посадочных поверхностей, соосность внутреннего канала и плоскостность торцов измеряются в долях миллиметра. Любое отклонение ведет к неплотному прилеганию, через которое может прорваться струя стали, вызывая аварию.
Верхний стакан устанавливается в дно промежуточного ковша и фиксируется стопорной массой или механическим зажимом. Его нижняя поверхность должна быть идеально ровной для контакта с верхним торцом нижнего (сменного) стакана. Нижний стакан крепится в корпусе механизма смены и подвергается интенсивному механическому воздействию при установке и извлечении. Поэтому его наружная поверхность часто армируется металлической обоймой или имеет специальную форму пазов для надежной фиксации. Внутренний профиль канала может быть цилиндрическим, коническим или иметь сложную форму (например, с расширением в верхней части) для управления гидродинамикой потока и предотвращения завихрений.
Особое внимание уделяется системе уплотнения стыка. В современных конструкциях используются специальные прокладки из огнеупорного волокна или мастики, которые при монтаже заполняют микронеровности поверхностей, обеспечивая газоплотность. Однако сама геометрия стаканов должна быть такой, чтобы минимизировать необходимость в толстом слое уплотнителя, который может выгореть и нарушить герметичность. Мы рекомендуем использовать стаканы с прецизионной шлифовкой торцов, что позволяет добиться контакта «металл-керамика» (или «керамика-керамика») с минимальным зазором.
При механическом прессовании сложно получить сразу готовые размеры с высокой точностью из-за усадки при сушке и обжиге. Поэтому критически важные поверхности наших стаканов проходят последующую механическую обработку на станках с ЧПУ. Это позволяет гарантировать соблюдение чертежных допусков независимо от колебаний усадки в печи. В отличие от многих производителей, которые ограничиваются грубой обработкой или вообще не обрабатывают поверхность, считая это лишними затратами, мы настаиваем на финишной шлифовке. Разница в цене составляет незначительный процент, но надежность соединения возрастает многократно.
Еще одним важным элементом конструкции является форма входного и выходного отверстий. Входное отверстие часто делают раструбом для облегчения попадания струи из стопорного устройства или литейного отверстия ковша. Выходное отверстие может иметь удлиненную часть для стабилизации струи. Профиль канала рассчитывается с учетом коэффициента расхода и предполагаемой скорости истечения металла. Неправильно спрофилированный канал может вызывать кавитацию или эрозию стенок в определенных точках, сокращая срок службы изделия. Наши инженеры используют компьютерное моделирование потоков жидкости для оптимизации геометрии перед запуском новой модели в производство.
Экономическое обоснование: цена против стоимости владения
При закупке огнеупорных материалов оптом соблазн выбрать предложение с минимальной ценой за единицу продукции очень велик. Однако в металлургии понятие «цена» и «стоимость» кардинально различаются. Дешевый стакан может стоить на 15-20% меньше рыночной цены, но если его ресурс составит 8 плавок вместо гарантированных 12, то общая стоимость разливки одной тонны стали возрастет. Более того, частая замена стаканов увеличивает расход трудовых ресурсов, потребление электроэнергии на подогрев ковшей и риск возникновения аварийных ситуаций. Поэтому грамотный закупщик смотрит не на ценник в прайс-листе, а на показатель «расход огнеупоров на тонну стали».
Давайте рассмотрим пример расчета. Предположим, механизм быстрой замены стоит 100 условных единиц и служит 10 плавок. Стоимость на одну плавку — 10 у.е. Конкурент предлагает аналог за 80 у.е., но из-за использования менее качественного графита и нарушения технологии прессования его ресурс составляет всего 6 плавок. Стоимость на одну плавку в этом случае — 13,3 у.е. Разница кажется небольшой, но в масштабах завода, разливающего тысячи тонн стали в месяц, эти дополнительные 3,3 у.е. на плавку превращаются в огромные суммы ежегодных потерь. Кроме того, нужно учесть стоимость простоя при внеплановой замене и возможные штрафы за срыв графика отгрузки.
Факторы, формирующие реальную цену качественного изделия, включают:
- Стоимость сырья: Высококачественный таблитчатый глинозем, чешуйчатый графит крупной чешуйки и чистый циркон стоят дорого. Снижение их содержания или замена на аналоги низкого сорта сразу удешевляет продукт, но убивает его потребительские свойства.
- Энергоемкость производства: Обжиг при температурах выше 1400°C требует значительных затрат газа или электричества. Сокращение времени обжига или снижение температуры ведет к недожогу изделия, низкой прочности и плохой шлакоустойчивости.
- Контроль качества: Содержание собственной лаборатории, аттестованного персонала и современного измерительного оборудования — это накладные расходы, которые неизбежно включаются в цену. Производители, игнорирующие этот этап, могут демпинговать, но их продукция работает как «лотерея».
- Логистика и упаковка: Огнеупоры — хрупкий груз. Надежная деревянная обрешетка и правильная укладка предотвращают бой при транспортировке. Экономия на упаковке часто приводит к тому, что клиент получает половину заказа в виде боя, что фактически удваивает стоимость годных изделий.
Мы на заводе Лоян Юйсинь придерживаемся политики прозрачного ценообразования. Мы готовы предоставить клиентам детализированный расчет, показывающий, из чего складывается стоимость нашего продукта. Наша цель — не продать максимально дешево, а предложить оптимальное соотношение цены и ресурса. В сотрудничестве с такими гигантами, как Группа Шаньси Цзиньган и Группа Чжэцзян Юаньли, мы доказали, что наши решения позволяют снизить общие издержки на тонну стали, несмотря на то, что начальная цена наших изделий может быть выше среднерыночной. Увеличение стойкости промежуточного ковша с 24 до 60 часов, которого мы добились для одного из партнеров, окупает любую разницу в цене закупки многократно.
Практический опыт эксплуатации и решение типовых проблем
В процессе многолетней работы с металлургическими предприятиями мы накопили обширную базу данных по типовым проблемам, возникающим при эксплуатации механизмов быстрой замены. Анализ этих случаев позволяет нам не только совершенствовать собственную продукцию, но и давать клиентам рекомендации по оптимизации их технологических процессов. Часто причина преждевременного выхода стакана из строя кроется не в самом изделии, а в нарушениях регламента эксплуатации со стороны потребителя.
Проблема 1: Эрозия канала и увеличение расхода металла.
Симптомы: Струя металла становится тоньше и длиннее, трудно контролировать уровень в кристаллизаторе, увеличивается угол раскрытия струи.
Причины: Чаще всего это следствие использования стакана с недостаточной шлакоустойчивостью для данного типа шлака. Также возможно превышение температуры разливки сверх проектной или слишком длительная пауза между плавками,导致过度加热。
Решение: Пересмотр химического состава стакана (переход на более высокое содержание ZrO2 или использование специальных добавок). Проверка температурного режима в промежуточном ковше. Сокращение времени ожидания между плавками.
Проблема 2: Трещины и сколы при термоударе.
Симптомы: Разрушение стакана происходит в первые минуты после открытия стопора или при начале разливки.
Причины: Недостаточный预热 (подогрев) промежуточного ковша. Влажность в зоне установки стакана. Резкое охлаждение струей холодной стали.
Решение: Строгое соблюдение графика подогрева ковша (минимум 8-10 часов до температуры 1000-1100°C). Использование горелок с мягким пламенем для исключения локальных перегревов. Проверка сухости стопорной массы и уплотнителей.
Проблема 3: Прорыв металла через стык стаканов.
Симптомы: Появление горизонтальной струи металла в зоне соединения верхнего и нижнего стакана.
Причины: Деформация посадочных поверхностей при нагреве. Неправильный монтаж (перекос). Низкое качество уплотнительной прокладки или ее отсутствие.
Решение: Использование стаканов с повышенной плоскостностью торцов (шлифовка). Обучение персонала правильным приемам монтажа. Применение высококачественных огнеупорных мастик для заполнения зазоров. Контроль усилия зажима в механизме смены.
Один из наших клиентов столкнулся с повторяющимися прорывами на линии разливки сортового проката. После аудита мы выяснили, что операторы использовали молоток для «подгонки» стаканов при монтаже, что создавало микротрещины в керамике. Мы провели обучающий семинар для персонала завода, внедрив строгий запрет на ударные нагрузки при монтаже и разработав специальный инструмент для установки. Количество инцидентов снизилось до нуля в течение месяца. Этот пример показывает, что эффективность огнеупоров зависит от человеческого фактора не меньше, чем от качества самого материала.
Мы также рекомендуем вести подробный журнал эксплуатации каждого механизма. Фиксация номера партии, времени начала и окончания разливки, марки стали, температуры и визуального состояния стакана после использования позволяет выявить закономерности и оперативно реагировать на изменения условий. Наши технические специалисты готовы помочь клиентам в анализе таких данных и подборе оптимальной марки огнеупоров под изменяющиеся условия производства.
Завод Лоян Юйсинь: производственные мощности и гарантии качества
Надежность поставок и стабильность качества невозможны без мощной производственной базы. Завод Лоян Юйсинь Огнеупорные Материалы, основанный в 2012 году в городе Лоян, представляет собой современное предприятие полного цикла. Располагая территорией более 20 000 квадратных метров и годовыми мощностями по переработке 30 000 тонн кварцита и другого сырья, мы способны удовлетворить потребности самых крупных металлургических комбинатов. Инвестиции в инфраструктуру в размере 50 миллионов юаней позволили нам создать производственные линии, соответствующие мировым стандартам.
Наш штат включает 6 высококвалифицированных инженерно-технических специалистов, которые ежедневно контролируют технологические процессы и занимаются разработкой новых рецептур. Мы не просто производим продукцию по чертежам заказчика, мы предлагаем инженерный консалтинг. Тесное сотрудничество с Лоянским научно-исследовательским институтом огнеупорных материалов Группы Чжунган дает нам доступ к передовым разработкам в области материаловедения. Это позволяет нам постоянно обновлять ассортимент и адаптировать продукцию к современным вызовам металлургии, таким как повышение скорости разливки и ужесточение требований к чистоте стали.
Система менеджмента качества завода сертифицирована согласно международным стандартам (сертификат получен 28 июня 2021 года). Это означает, что каждый этап — от входного контроля сырья до отгрузки готовой продукции — регламентирован и контролируется. Мы не допускаем хаоса в производстве. Каждая партия имеет свой паспорт качества с результатами лабораторных испытаний. Такая дисциплина позволила нам стать поставщиком для ведущих компаний Китая, таких как Группа Внутренняя Монголия Баотоу Чжунхуэй и ООО Тяньцзинь Лиин · Юнтай Сталь.
Результаты нашей работы говорят сами за себя. Внедрение наших решений на предприятии Цзиньчэн Фушэн позволило увеличить стойкость промежуточного ковша с 24 до 60 часов. На Синьян Сталь мы достигли показателя в 65 часов при разливке слябов. Рекордный результат был показан на Юньнань Юйкунь Сталь — 90 часов непрерывной работы при разливке слябов. Эти цифры не являются маркетинговой уловкой, а подтверждены актами выполненных работ и отзывами партнеров. Они достигнуты благодаря комплексному подходу: идеальная геометрия изделий, выверенные составы масс и глубокое понимание условий эксплуатации.
Мы понимаем важность своевременности поставок в непрерывном производстве. Поэтому мы поддерживаем гибкие графики выполнения заказов и гарантируем соблюдение договорных сроков. Для наших клиентов доступны услуги полного подряда, включая техническую поддержку на месте, помощь в монтаже и обучении персонала. Мы не бросаем клиента после продажи, а сопровождаем его на всем пути использования нашей продукции, стремясь к максимизации его экономической эффективности.
Как оформить оптовый заказ и получить коммерческое предложение
Процедура сотрудничества с нами максимально прозрачна и ориентирована на удобство заказчика. Чтобы получить актуальную цену на огнеупорный механизм быстрой замены стаканов и рассчитать экономический эффект от перехода на нашу продукцию, вам необходимо предоставить минимальный набор исходных данных. Это позволит нашим инженерам подобрать оптимальную конфигурацию изделия и избежать ошибок совместимости с вашим оборудованием.
Необходимая информация для запроса:
- Чертеж или образец: Предоставьте рабочий чертеж стакана с указанием всех критических размеров (наружный диаметр, высота, диаметр канала, форма торцов) или отправьте физический образец для снятия размеров и анализа материала.
- Условия эксплуатации: Укажите тип разливаемой стали (марка, температура), тип шлака, ожидаемую длительность разливки одной плавки и целевой ресурс (количество плавок на один комплект).
- Тип механизма: Сообщите модель установленного механизма быстрой замены (производитель, тип крепления), чтобы мы могли гарантировать полную взаимозаменяемость.
- Объем потребности: Ориентировочный месячный или годовой объем закупки в штуках или тоннах. Это поможет нам предложить наилучшие оптовые условия и спланировать производство.
После получения заявки наши специалисты в течение 24 часов проводят анализ и готовят технико-коммерческое предложение. В нем будет указана цена FOB/CIF (в зависимости от ваших условий поставки), сроки изготовления пробной партии и основного заказа, а также спецификация предлагаемого материала с обоснованием выбора. Мы готовы отправить образцы продукции для проведения промышленных испытаний на вашей площадке. Положительные результаты тестов станут основанием для заключения долгосрочного контракта.
Работа с нами — это инвестиция в стабильность вашего производства. Выбирая завод Лоян Юйсинь, вы получаете не просто кирпич или стакан, а технологическое партнерство, направленное на снижение себестоимости вашей продукции и повышение безопасности процессов. Мы открыты для диалога и готовы обсудить любые детали вашего проекта.
Часто задаваемые вопросы
1. Каков минимальный объем заказа (MOQ) для оптовой покупки?
Для стандартных позиций наш минимальный заказ составляет одну транспортную упаковку (обычно 1-2 тонны в зависимости от габаритов изделий). Для нестандартных изделий, требующих изготовления новых пресс-форм, MOQ может быть выше и обсуждается индивидуально, чтобы окупить затраты на оснастку. Однако мы стремимся к гибкости и готовы рассмотреть варианты мелких партий для тестирования.
2. Какие сертификаты качества вы предоставляете?
Каждая отгружаемая партия сопровождается сертификатом качества завода-изготовителя с фактическими результатами химических и физических испытаний (химсостав, пористость, прочность, размеры). По запросу мы можем предоставить копии международных сертификатов ISO, а также пройти независимую экспертизу в аккредитованных лабораториях страны покупателя.
3. Возможно ли изготовление стаканов по нашим чертежам?
Да, это одно из наших основных направлений. Мы располагаем собственным конструкторским бюро и цехом по изготовлению пресс-форм. Вы можете прислать чертеж в формате PDF, DWG или STEP, и мы изготовим продукцию в полном соответствии с вашими требованиями, включая нанесение маркировки и特殊ную упаковку.
4. Какой срок изготовления заказа?
Стандартный срок производства составляет 15-25 рабочих дней после утверждения образца и получения предоплаты. Для срочных заказов возможно ускорение процесса до 10 дней за счет приоритетного планирования, при наличии необходимых запасов сырья на складе.
5. Гарантируете ли вы доставку без боя?
Мы используем усиленную деревянную тару и профессиональную схему укладки с применением амортизирующих материалов. Статистика боя при морской перевозке составляет менее 0,5%. В случае выявления повреждения при приемке груза (при наличии акта от транспортной компании), мы компенсируем ущерб или заменим товар в следующей поставке.
Если у вас остались вопросы или вы готовы обсудить детали сотрудничества, свяжитесь с нами сегодня. Наши менеджеры говорят на русском, английском и китайском языках и готовы ответить на любой ваш запрос. Не позволяйте низким ценам сомнительного качества ставить под угрозу ваше производство — выбирайте проверенные решения от профессионалов.